SCADA (supervisory control and data acquisition) is used by manufacturers across numerous industries and applications to remotely monitor and automate the control of industrial processes and machines. SCADA systems accomplish these functions by integrating with networks, PLCs, RTUs, sensors, and machines to collect, analyze, translate, and display real-time data.
Data Acquisition
SCADA systems acquire machine data through networked devices and sensors connected to a PLC or RTU. These devices and sensors measure parameters such as temperature, speed, pressure, or weight as raw data. The data is then sent to a PLC or RTU, where it is translated into comprehensible and actionable information. Finally, the information is sent to an HMI and displayed to operators to analyze or act on.
Control
Automated process control based on defined set-points is another SCADA function. SCADA systems can be programmed to perform certain control decisions based on the parameters received from connected sensors. For example, if SCADA detects an abnormal condition in the process, such as power loss to a machine, and also detects an alarm that the machine’s back-up battery power doesn’t have a charge, the SCADA system could perform a control function to automatically turn on a generator to restore power. Additional SCADA control functions may include turning power on or off, increasing or decreasing speed and flow, raising or lowering temperature, and more.
Alarms
When abnormal conditions occur within a process, SCADA systems can trigger alarms to notify operators that something is wrong. Alarm notifications may be presented to operators in the form of audible sounds, lights, graphical displays, email/SMS, or phone calls. Additionally, alarms can be programmed with different levels of priority to help differentiate major system errors from minor issues. It’s a good practice to assign appropriate priority levels to alarms to ensure severe problems aren’t ignored and the proper response is performed. For example, assigning the highest priority level to most or every alarm may prevent operators from being able to identify a major issue from minor events.
Data Communications
SCADA systems may use wired or wireless communication technologies, as well as different communication protocols to transmit data between machines and operators. Common non-proprietary communication protocols include distributed network protocol (DNP3), Modbus, and IEC 60870-5. There are also numerous proprietary protocols specific to certain SCADA vendors. Additionally, SCADA systems typically utilize either closed local area networks (LANs) for local geographical areas, or wide area networks (WANs) for systems that need to connect multiple local area networks that are spread across different regions.
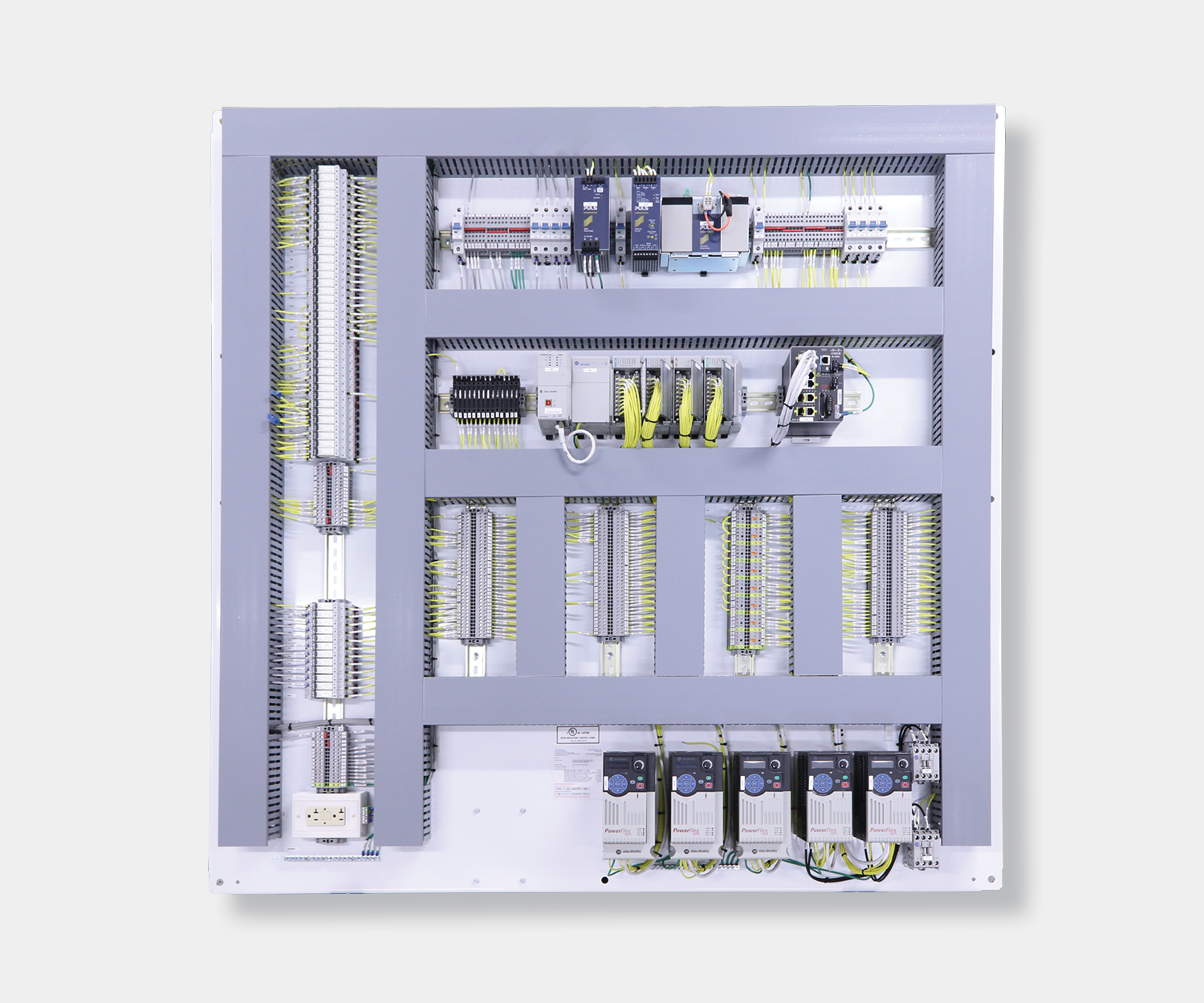
Components of a SCADA System
SCADA systems are comprised of numerous hardware and software components working together to collect, translate, and display data. SCADA hardware typically includes data collection devices such as sensors and relays, data processing devices, such as a PLC or RTU, and data display devices such as an HMI or monitor. Alternatively, SCADA software analyzes and translates the collected data into useful information to be distributed to operators. SCADA software is also responsible for executing programmed control and alarming functions. Depending on the system, predictive maintenance and machine learning can also be accomplished with SCADA software.
Inputs and Sensors
Inputs and sensors are integral to the control function of a SCADA system. These inputs and sensors can be analog or digital and are responsible for measuring and controlling the status and parameters of a machine or device. Additionally, inputs can handle simple binary commands, such as on or off, as well as control more complex commands such as adjusting flow, temperature, pressure, etc.
Conversion Units: PLCs and RTUs
PLCs or RTUs collect data from inputs and sensors and translate that data into information that can be used by the SCADA system and understood by operators. PLCs or RTUs also receive signals back from the SCADA system to facilitate control functions. For example, the SCADA system may detect high pressure in a line and relay to the PLC that a pressure-reducing valve needs to be opened. The PLC would then send the command to open the valve.
HMI
HMIs display actionable information collected from networked devices and sensors. The information is often displayed in the form of graphical pictures representing real-world objects, such as a pump or tank, as well as data charts, tables, and performance reports. Once displayed on an HMI, operators are able to analyze the information and make data-driven decisions to optimize the efficiency and output of their production process.
About Process Solutions
Located near Seattle, Washington, Process Solutions is the Northwest’s largest control systems integrator. With 30+ years in business and over 100 engineers and technicians on staff, Process Solutions has the experience and capacity to take on almost any automation project. Process Solutions provides a wide range of control system services, including industrial electrical control panels, PLC and HMI programming, machine automation systems, energy management and refrigeration systems, supervisory control software, and machine monitoring software.